


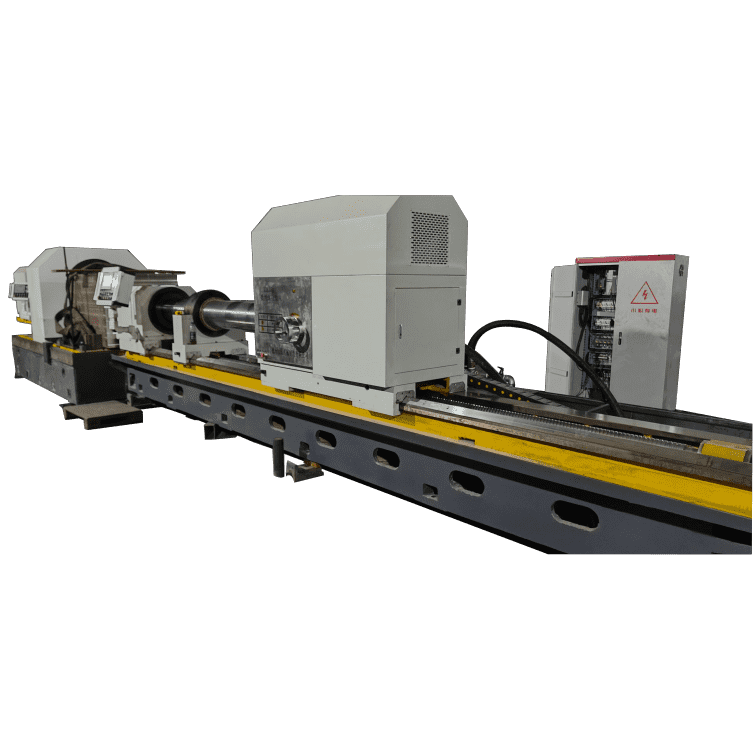


Deep-hole trepanning machine TK2150
I. Pangunahing proseso ng pagganap ng makina
1) Ang makinang ito ay maaaring gamitin para sa pag-trepan sa mga panloob na butas.
2) Sa panahon ng machining, ang workpiece ay umiikot, ang cutting tool feed, at Cutting fluid ay pumapasok sa cutting area sa pamamagitan ng trepanning bar upang palamig at lubricate ang cutting area at alisin ang mga metal chips.
3) Kapag trepanning, ang hulihan ng trepanning bar ay ginagamit para sa supply ng langis, at ang dulo ng oil pressure head ay ginagamit para sa pagputol.
6) Ang katumpakan ng machining ng machine tool:
Trepanning: Katumpakan ng Aperture IT9-10.Kagaspangan sa ibabaw: Ra6.3
Straightness ng machining hole: mas mababa sa 0.1/1000mm
Outlet deviation ng machining hole: mas mababa sa 0.5/1000mm
II.Pangunahing teknikal na parameter
Trepanning diameter……………………………………φ200-φ300mm
Max.lalim ng trepanning………………………… 6000mm
Clamping diameter ng workpiece………… φ200~φ500mm
Spindle bore ………………………………… φ130mm
Front end taper ng spindle ng headstock…… metric 140#
Saklaw ng bilis ng spindle………………3.15~315r/min
Bilis ng feed……………………………… 5~1000mm/min, walang hakbang
Mabilis na bilis ng paglalakbay ng saddle……… 2000mm/min
Pangunahing motor………… 30kW(three-phase asynchronous motor)
Feed motor…………………………N=7.5Kw(servo motor)
Hydraulic pump motor……………… N=2.2kW,n=1440r/min
Coolant pump motor…N=7.5 kW (2 set ng naka-embed na centrifugal pump)
Na-rate na presyon ng coolant system………0.5MPa
Daloy ng coolant…………………………………300,600L/min
Kabuuang sukat ng makina…………1700mmⅹ1600mmⅹ1800mm
III.Pagganap at katangian ng makina:
Ang TK2150 CNC trepanning machine ay isang espesyal na tool ng makina para sa pagproseso ng mga cylindrical deep hole na bahagi.
Sa panahon ng proseso ng trepanning, ang coolant ay ibinibigay mula sa likurang dulo ng trepanning bar, at ang dulo ng ulo ng presyon ng langis ay nilagyan ng parol para sa pagputol.Angkop para sa mass production at maaari ding gamitin para sa single piece at small batch production.
IV.pangunahing istraktura ng makina
1) Ang machine tool ay binubuo ng mga pangunahing bahagi tulad ng kama, headstock, saddle, saddle feeding system, steady rest, vibration damper steady of trepanning bar, cooling system, electrical system, metal chip removal device, atbp.
2) Ang kama, saddle, saddle, box, oil pressure head, supporter at iba pang mga bahagi ay gawa sa high-strength cast iron at resin sand mold, na tinitiyak ang magandang rigidity, strength, at accuracy retention ng machine tool.Ang kama ay gumagamit ng internationally advanced ultra-audio quenching, na may quenching depth na 3-5mm at HRC48-52, na may mataas na wear resistance.
(1) Kama
Ang kama ng machine tool ay binubuo ng kumbinasyon ng tatlong piraso ng bed body.Ang katawan ng kama ay isang istraktura na may tatlong saradong gilid at mga hilig na rib plate, at gawa sa mataas na kalidad na cast iron na HT300 na may mahusay na tigas.Ang lapad ng bed guide rail ay 800mm, na isang flat at V-guide way na may mataas na load-bearing capacity at mahusay na guide accuracy.Ang guide way ay sumailalim sa quenching treatment at may mataas na wear resistance.Sa uka ng paraan ng gabay sa kama, naka-install ang isang feed ball screw, na sinusuportahan ng mga bracket sa magkabilang dulo at tinutulungan ng dalawang drag frame sa gitna.Ang drag frame ay maaaring gumalaw kasama ang guide way sa ilalim ng groove, at ang paglalakbay at paghinto nito ay kinokontrol ng pull plate at rollers sa saddle.May T-shaped groove sa front wall ng kama, na nilagyan ng fixed distance seat ng vibration damper steady of boring bar, at fixed distance seat ng saddle para makontrol ang posisyon ng vibration steady ng boring bar at saddle.Ang harap na dingding ng kama ay nilagyan ng mga rack na naka-mesh sa mga gear ng manual device para sa paglipat ng steady rest, supporter, at vibration damper steady of boring bar.
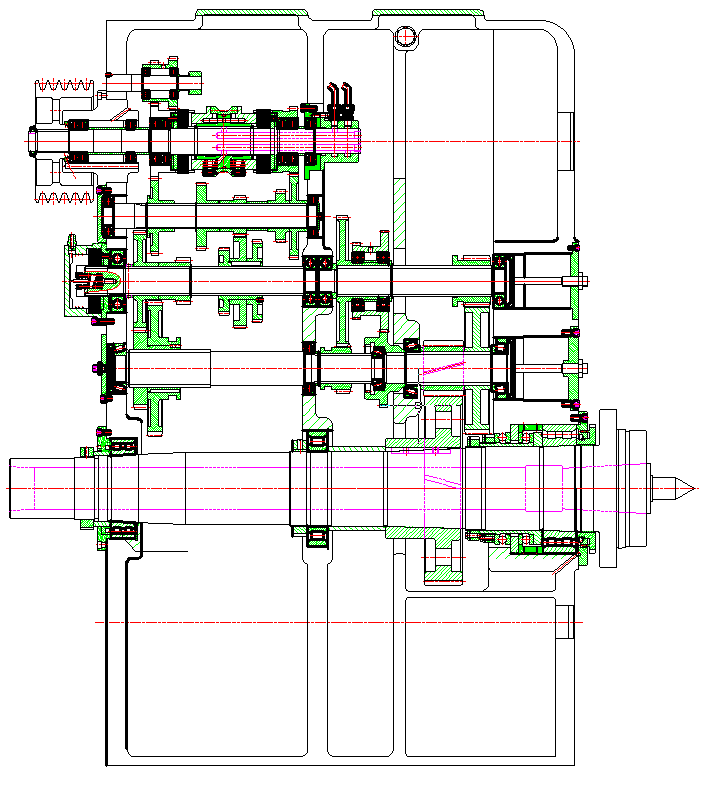
(2) Headstock:
Nakaayos sa kaliwang dulo ng kama, ang spindle bore ay φ 130mm.Ang headstock ay hinihimok ng 30kW motor, at ang spindle speed ay 3.15-315r/min sa pamamagitan ng multi-stage gear reduction at manual high and low gear shifting.Mag-install ng four-jaw chuck sa spindle end ng headstock upang i-clamp ang workpiece.
Ang headstock ay nilagyan ng isang independiyenteng sistema ng pagpapadulas upang magbigay ng malakas na pagpapadulas para sa iba't ibang mga bearings at mga pares ng gear
(3)Saddle at travel head
Ang travel head ay naayos sa saddle, at sa panahon ng pagpapakain, ang travel head (na nakaayos sa likuran ng kama) ay nagtutulak sa turnilyo upang paikutin, na nagiging sanhi ng nut na nakapirming kasama ng saddle na gumagalaw nang axially, na nagtutulak sa saddle sa feed.Kapag mabilis na gumagalaw ang saddle, ang mabilis na motor sa likod ng saddle ang nagtutulak sa speed reducer upang umikot, na nagtutulak sa saddle upang mabilis na gumalaw.
Ang ulo ng paglalakbay ay naayos sa saddle.Ang pangunahing gawain ay i-clamp ang trepanning bar at itaboy ito pasulong at paatras sa pamamagitan ng saddle.
(4)Feed box
Ang feed box ay naka-install sa dulo ng kama at pinapatakbo ng AC servo motor.Ang output axis ay maaaring makamit ang isang stepless speed regulation na 0.5-100r/min.Ang pagpapadulas sa loob ng kahon ay ibinibigay ng plunger pump na hinimok ng cam.Mayroong safety clutch sa koneksyon sa pagitan ng output shaft at ng turnilyo, at ang puwersa ng pakikipag-ugnayan ay maaaring iakma ng mga spring.Kapag na-overload, ang clutch ay humihiwalay at ang isang microswitch ay na-trigger upang magpadala ng isang senyas upang ihinto ang saddle (ilaw na tagapagpahiwatig ng fault na ipinapakita)
(5)Panay na pahinga at jack ng workpiece
Ang steady rest ay gumagamit ng tatlong roller na nilagyan ng rolling bearings bilang suporta para sa workpiece.Ang ibabang dalawang roller ay inilalagay sa bracket, at ang bracket ay gumagalaw sa gabay na daan upang suportahan ang workpiece.Ang mga bracket sa harap at likod ay maaaring ilipat sa pamamagitan ng ball screw, habang ang upper roller ay naka-install sa guide rod, na gumagalaw sa guide hole.Matapos makumpleto ang suporta, ang gabay na baras ay kailangang maayos na may mga turnilyo.
Ang jack ay nilagyan ng dalawang roller na may rolling bearings bilang gumaganang ibabaw.Ang mga roller ay inilalagay sa jack, at ang jack ay gumagalaw sa gabay na paraan upang suportahan ang workpiece.Ang front at rear jack ay maaaring ilipat nang sabay-sabay sa pamamagitan ng positive at negative lead screws, at ang alignment ng dalawang rollers ay maaaring iakma sa pamamagitan ng front adjustment sleeve.Matapos masuportahan, ang parehong jacks at guide rod ay kailangang maayos gamit ang mga turnilyo.
(6)Panay ang vibration damper ng trepanning bar:
Ang vibration damper steady ay ginagamit bilang pantulong na suporta para sa trepanning bar.Para sa mga slender trepanning bar, kinakailangang dagdagan ang bilang ng steady nang naaangkop.Ang paggalaw nito sa kahabaan ng bed guide way ay pinapatakbo ng isang karwahe o maaari ding i-drive ng manual device.Ang machine tool na ito ay nilagyan ng isang set ng vibration damper steady of trepanning bar.
(7)Sistema ng paglamig:
Matatagpuan ang cooling system sa likod ng machine tool, higit sa lahat ay binubuo ng isang tangke ng langis, isang pump station, isang pipeline ng langis, isang chip storage cart, at isang oil returning groove.Ang function ng coolant ay upang palamig at alisin ang mga metal chips.