SRB tool, honing head, honing rod at bushes
Mga tool sa SRB Pnumatic

| Ulo ng SRB | Nakakainip na pamalo | Ulo ng SRB | Nakakainip na pamalo | Ulo ng SRB | Nakakainip na pamalo |
| Φ35- 37 | Φ30 | Φ38-45 | Φ43 | Φ46-56 | Φ43 |
| Φ57-60 | Φ51 | Φ61-69 | Φ56 | Φ70-89 | Φ65 |
| Φ90-120 | Φ80 | Φ121-139 | Φ100 | Φ140-169 | Φ130 |
| Φ170-230 | Φ160 | Φ231-400 | Φ220 |
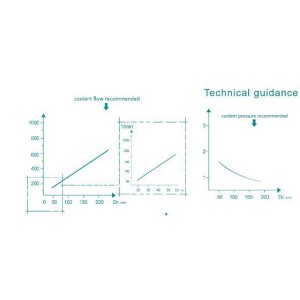
Operasyon: ang tool ay umuusad para sa skiving, at pabalik para sa roller burnishing.
Sa pamamagitan ng 2 grupo ng mga pagsingit sa tuktok na dulo, makakamit nito ang mataas na katumpakan ng sukat at mahusay na kontrol sa hugis.
Sa 4 na grupo ng guide pad, makakamit nito ang mahusay na paggabay at balanseng skiving.Pigilan din ang pag-scrape sa ibabaw ng butas.Ang mga pagsingit ay binawi ng pneumatic control.
Tampok:
Ginagamit para sa pagmachining ng iba't ibang tubo kabilang ang malamig na iginuhit na seamless na tubo ng bakal, welded cold drawn tube, hot roller steel tube at cast steel tube.
Madali at mabilis na ayusin ang sezes ng insetts, guide pads at rollers.Sa pagkumpleto ng pagproseso, ayusin ang cartridge sa pamamagitan ng kontrol ng pneumatic upang maiwasan ang pinsala sa furface ng butas.
Pinagtibay ang disenyo na may mataas na kahusayan, pinagsasama ang fine skiving at roller burnishing, at pagkamit ng one-off machining.Nagbibigay ito sa paa ng mahabang buhay at may mataas na kahusayan ng 20 beses na tradisyonal na honing machine at 5-10 beses na ordinaryong boring machine.
Sa pagkumpleto ng pagproseso, ang katigasan ng suface ay tumataas ng halos 30%, ang katumpakan ay hanggang sa IT8, ang pagtatapos ng ibabaw ay hanggang sa Ra0.05-0.2μm.
Upang mapahusay ang katugmang katumpakan, dagdagan ang wear resistance at pahabain ang paggamit ng buhay ng mga ekstrang bahagi.Pagkatapos ng roller burnishing, ang oil cylinder ay nagiging anti-corrosive at wear-resistant, at nakakamit ang magandang surface finish, na nagpapahaba sa buhay ng sealing ring o sealing parts.
Mga tool sa SRB Hydraulic

| Ulo ng SRB | Nakakainip na pamalo | Ulo ng SRB | Nakakainip na pamalo | Ulo ng SRB | Nakakainip na pamalo |
| Φ35- 37 | Φ30 | Φ38-43 | Φ43 | Φ44-48 | Φ40 |
| Φ49-60 | Φ43 | Φ61-72 | Φ56 | Φ73-77 | Φ65 |
| Φ78-87 | Φ70 | Φ88-107 | Φ80 | Φ107-137 | Φ100 |
| Φ138-177 | Φ130 | Φ178-250 | Φ160 | Φ250-400 | Φ220 |
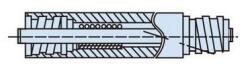
Operasyon: mayroong magaspang na boring na ulo sa tuktok na dulo, na may tatlong grupo ng mga indexable insert (mechanical clamping) at tatlong grupo ng carbide guide pad.Ang magaspang na nakakainip na ulo ay pinuputol ang karamihan sa materyal, sa likod na may lumutang na skiving head, kung saan naka-install ang tatlong grupo (anim na piraso) ng mga pinong pagsingit.Binabawasan ng skiving head ang wavemark at itinatama ang paglihis sa ibabaw.Ang likod na bahagi ng tool ay roller burnishing head, na may 6-40 rollers na gumagana sa panloob na dingding ng bole, na maaaring bumuo ng makinis na ibabaw at makakuha ng mas mahusay na profile.Sa pagkumpleto ng pagproseso, ang skiving insert ay pinaliit sa ilalim ng hydraulic control, habang ang roller ay maaari ding bawiin upang maiwasan ang pinsala sa ibabaw ng butas.
Mga tampok
Machining cold drawn seamless steel tube, welded cold drawn tube, hot roller tube at cast tube.
Madali at mabilis na ayusin ang mga laki ng mga insert, guide pades at rlllers.Sa pagkumpleto ng pagkilos, ang skiving cartridge, guide pad at roller ay mabilis na binawi, na epektibong nagpoprotekta laban sa pinsala sa ibabaw ng butas.
Ang pag-adopt ng disenyo na may mataas na kahusayan, pagsasama ng limang pamamaraan sa isang one-off na proseso upang alisin ang isang malaking pag-aalis ng stock, na makabuluhang nagpapabuti sa pagiging produktibo sa pagiging 20 beses na traditinal honing machine at 5-10 beses na ordinaryong deep hole boring machine, samantala ay nagpapatagal sa paggamit ng buhay ng mga kasangkapan.
Pagkatapos ng pagproseso, ang katigasan ng ibabaw ay tumataas ng humigit-kumulang 30%, ang prcision ay hanggang sa IT8 sa itaas.Ang pagkamagaspang ay hanggang Ra0.05-0.2μm.
Pagkatapos ng prcessing, ang katigasan ng ibabaw ay tumataas ng humigit-kumulang 30%, ang katumpakan ay hanggang sa IT8 sa itaas.Ang pagkamagaspang ay hanggang Ra0.05-0.2μm.
Upang mapabuti ang katugmang katumpakan, pinapataas ang resistensya ng pagsusuot at pahabain ang buhay ng mga ekstrang bahagi.Pagkatapos ng roller burnishing, ang oil-cylinder ay nagiging anti-corossive at wear-resistant, na nakakamit ng mahusay na surface finish, at nagpapahaba ng buhay ng sealing ring o sealing parts.
MS type deep hole honing
Ang honing head na ito ay ginagamit para sa finish processing ng deep hole workpiece.
| Naghahagis ng ulo | Honing rod | Naghahagis ng ulo | Honing rod |
| Φ38-49.9 | Φ35 | Φ200-349.9 | Φ100 |
| Φ50-79.9 | Φ45 | Φ350-499.5 | Φ130 |
| Φ80-119.9 | Φ70 | Φ500-1000 | Φ230 |
| Φ120-200 | Φ85 |

Honing rod
Ang honing rod ay binubuo ng external rod at core pole na maaaring ayusin ang haba ng honing rod na nag-iiba mula sa 1m, 1.2m, 1.5m at 2m upang umangkop sa iba't ibang makina at iba't ibang pangangailangan.Ang tugma ng honing head at honing rod mangyaring hanapin ang talahanayan sa itaas.
Pagbabarena/pagbubutas ng baras
Ang drilling/boring rod na ito ay maaaring idugtong sa drilling/boring/rolling/trepanning head, ang haba ng rod ay maaaring 0.5m, 1.2m, 1.5m, 2m etc. para umangkop sa ibang makina.

Mga palumpong at accessories
Taper bush accessories

Maaari naming gawin ang mga propesyonal na deep hole cutting tools ayon sa espesyal na pangangailangan ng customer, hal, rising tool, forming tool atbp.